Industrial Parts Washer Systems for Manufacturing & Precision Cleaning
Best Technology provides industrial parts washer systems, industrial parts cleaner systems, and parts cleaning equipment designed to remove oil, grease, lubricants, chips, and other production soils from manufactured parts. Available in capacities ranging from 20 to 1000+ gallons, our industrial parts washing equipment supports demanding applications in industries such as medical device, aerospace, automotive, and general manufacturing.
Industries Served
What Is an Industrial Parts Washer?
An industrial parts washer, sometimes referred to as an industrial parts cleaner or parts cleaner machine, removes oil, grease, lubricants, chips, and particulate contamination from parts before downstream manufacturing and surface finishing processes. In this context, parts cleaning equipment can include single-tank washers, multi-stage wash/rinse/dry systems, ultrasonic cleaning systems, agitated immersion washers, conveyorized washers, and custom cleaning lines. The right equipment depends on the part geometry, soil type, cleanliness requirement, chemistry, throughput, and downstream process. Parts cleaning and degreasing are important steps before finishing processes such as electropolishing, passivation, anodizing, or powder coating, where surface cleanliness directly affects final part quality.
A well-designed industrial parts washer delivers consistent, repeatable cleaning by combining the right chemistry with controlled mechanical action. For manufacturers preparing parts for critical downstream processes, an industrial parts washer or industrial wash system helps remove oils and particulates thoroughly enough to support high-performance finishing steps.
How to Choose the Right Industrial Parts Washer or Industrial Parts Cleaning Machine
Choosing the right parts cleaning equipment starts with understanding the parts, contamination, process flow, and cleanliness target. Best Technology manufactures industrial parts washer systems, parts cleaning tanks, and complete industrial wash systems for a wide range of production environments. The correct industrial parts washer or industrial parts cleaning machine will depend on the quantity and size of the parts being cleaned, the type of soil being removed, the required throughput, and the level of cleanliness required before the next process.
Selecting an industrial parts washer often comes down to matching cleaning power with part complexity and required throughput. For varied part geometries or heavier contamination loads, a properly configured industrial parts cleaning machine with multi-stage cleaning, rinsing, and drying can provide the reliability and process control needed for demanding production environments.
With industrial wash system capacities ranging from 20 gallons to 1000+ gallons and options for aqueous or solvent-based solutions, Best Technology can help you find an industrial parts washer with the right features for your application.
Parts Washing Equipment, Cleaning Systems & Industrial Parts Cleaning Machines
Best Technology offers parts cleaning equipment, parts washing systems, and custom industrial parts cleaning machines for industrial applications. Systems are available in a variety of configurations, with one or more industrial wash tanks depending on the application. Each system is designed around the required cleaning chemistry, mechanical action, part size, production workflow, and cleanliness standard.
Types of industrial parts washers include:
Industrial Parts Washing Equipment

Agitated Immersion Heated Parts Washer
Agitated immersion parts washers use a ruggedly designed, pneumatically-powered reciprocating platform for cleaning heavily soiled parts in a heated aqueous solution.
Multi-Tank Agitated Immersion Heated Part Washer
Immersion washers are fully modular. Placing multiple parts cleaning tanks in a line allows for any application-specific configuration, such as wash, rinse, rinse, dry, for exceptionally thorough cleaning.

Automatic Agitated Immersion Parts Washer with Conveyor
This industrial parts washing system uses a conveyor and walking beam system to automatically move and index baskets of parts through agitated immersion cleaning, rinsing and drying processes.

Automated Ultrasonic Agitated Immersion Parts Washer with Conveyor
The conveyor automation for agitated immersion cleaning is available with ultrasonics for even more thorough cleaning. This type of automation is especially suited for heavy-duty ultrasonic cleaning applications.

Multi-Stage Agitated Immersion Ultrasonic Parts Washer with Passivation
Add passivation or other processes to a multi-stage system with ultrasonic agitated immersion heated parts washers. Ideal for cleaning and passivating parts with complex internal geometries.

Automated Phosphate Lines for High-Volume Powder Coat Pre-Treatment
For manufacturers running high-volume phosphate conversion coating processes, consistent part movement, controlled dwell times, and repeatable tank sequencing are critical to finished coating quality.
Removing Oils and Greases with an Industrial Parts Washer
For parts heavily soiled with oils and grease, an industrial parts washer or industrial parts cleaning machine may include oil removal features such as a disc/belt skimmer or oil coalescer. These systems help keep wash chemistry cleaner for longer use by removing separated oils from the tank. An oil coalescer extracts heavy oils and returns the aqueous wash chemistry back into the wash tank, improving efficiency and extending the useful life of the industrial parts washer.
Common Applications for Industrial Parts Washer Systems
The superior part exterior and part internals flushing action makes agitated immersion heated parts washers excellent for:
- Removal of oil and chips from machined components, castings and housings
- Removal of buffing and lapping compounds
- Cleaning prior to welding, deburring, brazing, blasting or other post-process applications where surface cleanliness is critical
Applicable Parts Washing Case Studies
Parts Cleaning Equipment & Process FAQs
-
What is ultrasonic degassing? How to degas ultrasonic cleaning tanks
What is degassing? For ultrasonic cleaning equipment, degassing is the process of removing dissolved gases, such as air, from the liquid cleaning solution before the cleaning cycle begins. Proper degassing helps the ultrasonic tank produce stronger and more consistent cavitation, because trapped gases can absorb ultrasonic energy and reduce cleaning performance. In simple terms, degassing prepares the solution so the ultrasonic cleaner can work more effectively. Degassing is important because ultrasonic cleaning depends on cavitation, the formation and collapse of microscopic bubbles that provide the cleaning action. When excess air or gas remains in the solution, it cushions that cavitation energy and makes the ultrasonic tank less effective. Proper degassing removes those dissolved gases so more ultrasonic energy reaches the parts being cleaned.
Any water that comes from a pressurized water supply will naturally contain dissolved gases, and therefore the water will need to be degassed when first dispensed. The degassing process ensures that the ultrasonic cleaner operates at peak efficiency from the start of the cleaning cycle.
Options to degas ultrasonic cleaning tanks
-
Let it sit – Degassing solution is easily achieved by letting the solution sit out for a number of hours. This is why a glass of water tastes “different” when first out of the faucet vs. drinking it hours later.
-
Let it run – Run the ultrasonics just as you would ordinarily, but without the parts to be cleaned. Running the ultrasonics will expedite the degassing process significantly, typically down to 5–10 minutes. Keep in mind that the cleaning solution only needs to be degassed when first dispensed from a pressurized supply.
-
Fast degas ultrasonic cleaning system – Although 5–10 minutes is much shorter than hours, it’s still too long to wait for parts cleaner machines to degas each time the solution is pumped from the storage tank to the process tank of the ultrasonic cleaning system. Our system features a fast-degas feature at the start of the ultrasonic cycle which allows the solution to degas in a matter of seconds vs. minutes.
The fast-degas feature can be heard in the video below. Note the high pitch of ultrasonic degassing and tuning amplified for demonstration.

How to tell if a solution is degassed or not?
The cleaning solution de-gases simply by releasing the dissolved and entrapped air in the solution. During a degas process with ultrasonics, fine bubbles will suddenly appear and begin to rise to the surface of the solution (similar to that seen after first pouring a glass of beer). This implosion or cavitation of the solution with dissolved gases can result in a high-pitched audible sound from the ultrasonic tank until the solution is degassed as heard in the video above. Once a solution or fluid is degassed either by letting it sit, ultrasonic cavitation energy, or heating, it does not need to be degassed again unless the solution replaced with new fluid. -
-
What are the pros and cons of ultrasonic automated systems vs. rail-mounted gantry crane automation?
Ultrasonic Automated System
Moves the fluids, not the parts.
 Pros:
Pros:-
Lower System Cost: Typically less expensive to purchase and install.
-
Simplified Maintenance: Fewer moving parts reduce the risk of mechanical failure and simplify upkeep.
-
Compact Footprint: Takes up less space on the production floor.
-
Flexible Tank Placement: Storage tanks can be located outside of the cleanroom or processing area.
-
Closed-Loop Operation: Minimizes operator exposure to chemicals, improving safety and compliance.
Cons:
-
Longer Cycle Times: Requires time to fill and drain the process chamber (typically ~2 minutes each).
-
Single-Basket Workflow: You must wait for the entire cycle to finish before processing the next batch.
-
Process Limitations: Not compatible with pickling or descaling applications.
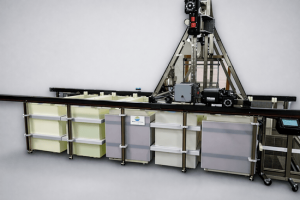
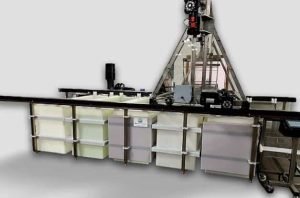
Rail-Mounted Gantry Crane Automation
Baskets of parts are moved automatically through a series of tanks.
 Pros:
Pros:-
Higher Throughput: Multiple baskets can be processed in succession, increasing production capacity.
-
Scalable Design: Systems can be built much larger to handle high-volume needs.
-
Supports Pickling/Descaling: Capable of handling aggressive chemical processes.
-
Faster Cycles: No fill or drain steps—parts move through already-filled process tanks.
Cons:
-
Higher Initial Cost: Requires more infrastructure and automation.
-
Larger Footprint: Occupies more floor space compared to pump-based systems.
-
Increased Maintenance: More mechanical components introduce additional maintenance needs.
-
-
Why are automated systems easier to process validate than manual equipment?
Process control and stability are critical aspects to regulated medical device and aerospace processes. It is important to ensure that a process has input and output variable limits which are defined and fully tested during process design, Equipment Qualification (IQ), Operational Qualification (OQ) and Process Qualification (PQ) validation testing. Setting up a proper DOE (Design of experiments) to test these limits is also important as the results of the DOE will give statistical confidence intervals of the limits.
Being that operators and employees perform various process operations different no matter how instructed in work instructions, the variation of operators must also be captured during process qualification (PQ) validation. An automated system typically eliminates many of the operator variability in the manufacturing process and this process “input” elimination also allows for tighter process output controls.
For example, in our automated passivation system, the elimination of relying on an operator to move the parts basket from stage to stage ensures that the parts remain in the appropriate (wash, rinse, acid passivation, etc) solutions for the process defined times and in accordance with the proper ASTM A967, AMS2700, etc specification. If a parts basket is immersed in the acid passivation solution too short or long duration, the passivation can likely fail and be outside specification limits.
-
Why does spotting occur on parts after washing and DI rinse?
There are three ways that spotting can occur:
- If there is soil introduced with the rinse (ie: contaminants in the DI bath),
- If soil is introduced in the air stream (ie: either present in the atmosphere and blown onto the parts or circulated from the air supply into the heater and blown onto the parts), or
- If soil is left as residue from the wash process (this could either be soil that was originally on the parts and not completely washed off or it could be residue from the cleaning chemistry that is not completely rinsed off).
-
Why are two rinses often recommended after wash cycles?
When parts are washed the parts themselves, as well as the basket they are in, carry some of the wash with them into the rinse tank. This “drag out” means that the rinse solution has to be constantly replaced or will simply become less and less clean over time. The biggest issue is not that the parts will be rinsed off, but that when the parts are withdrawn from the rinse tank, they may have soil redeposited on them. Once the parts are dried this soil can cause spotting on the surface of the otherwise clean parts. A second rinse bath produces a much cleaner final product by rinsing off the soil that is redeposited during the first rinse.
Often times, the second rinse tank includes a heated facility water inlet which constantly overflows the second rinse tank with small amounts of water to ensure water cleanliness. The second rinse tank overflow is sent to rinse tank 1 and then rinse tank 1 overflows to drain. This cascade overflow process ensures constant water quality over time no matter the amount of drag out on the parts and baskets.
-
What’s the difference between solvent-based cleaning and aqueous cleaning?
There is an old saying when it comes to parts cleaning: “Like dissolves like”.
This comes from the world of chemistry, and is really quite a simple and useful phrase to remember. In chemistry molecules are described as being polar or non-polar. (Think north and south pole on the Earth) Polar molecules have a polarity that causes them to attract other molecules that have polarity, while non-polar molecules do not.
Water is a polar molecule. Oil is not. At the molecular level this is why “oil and water don’t mix”. Chemically they are dissimilar and cannot absorb each others molecules. By contrast salt IS polar; this is why you can dissolve salt in water.
So when should you use aqueous cleaning and when should you try cleaning with solvents? Solvent based cleaning systems (like Vapor Degreasers) are used when you need to clean true oils from your manufactured parts. Aqueous Cleaning Systems are used to clean water based materials from your parts.


Excellence in Industrial Parts Washers
We provide industrial parts washing equipment and cleaning application solutions ranging from aerospace to medical device to industrial manufacturing and everything in between. And we provide automatic parts washers, heated parts washer systems and other customized industrial parts cleaner machine systems to meet your highly specialized needs. Clean aerospace, medical device, automotive, heavy manufacturing or industrial parts quickly and efficiently with parts cleaning machines industrial parts washers from Best Technology.
From initial contact to our continued support and service, Best Technology offers over 30 years of industrial parts cleaner manufacturing service. We specialize in industrial parts washers crafted with our cleaning and finishing industry expertise, which can be leveraged to determine the best solution for your part washing applications.
Whether you need an individual parts cleaning tank or a complete industrial parts cleaner system, Best Technology can help match the equipment to your process, parts, and production requirements. When you’re looking for an industrial parts washer for sale, Best Technology can provide a system built around your cleaning goals.
Contact a parts washer expert today to learn more about how you can bring a high-quality parts washing station to your manufacturing workflow.