
Passivation Equipment for Stainless Steel
Ultrasonic Nitric and Citric Acid Passivation Systems
Passivation equipment adds corrosion resistance to stainless steel and other metals through a controlled chemical surface treatment designed to remove free iron and promote a stable passive layer. A typical passivation tank system includes separate tanks for washing, rinsing, passivating and drying parts. Quality passivation systems ensure repeatable, stable passivation of stainless steel that is easily validated to regulatory and industry requirements.
Industries Served
Passivation Equipment for Every Application and Part Size
Selecting the right passivation equipment or passivation machine depends on material type, part geometry, throughput requirements, and the passivation specification being met. Factors such as nitric versus citric acid chemistry, ultrasonic agitation, automation level, and validation requirements all influence system design. Properly configured passivation equipment or passivation machine ensures consistent results while reducing operator variability and compliance risk.
Best Technology is the industry’s leading supplier of passivation equipment and passivation systems for passivating stainless steel. Every passivation tank, passivation machine, and piece of passivation equipment is designed around the customer-specific application and industry specifications. Our broad range of passivation equipment and tank sizes can handle a wide variety of chemistries, part sizes and throughput requirements. Our modular passivation tanks can be configured for both manual and automated processing environments.
Our passivation machines are available in a range of configurations to support different production volumes and compliance requirements.
Types of passivation systems include:
Passivation Equipment Types

Bench Top Ultrasonic Passivation Equipment
Our multi-tank ultrasonic passivation system combined with our hot air dryer make an effective ultrasonic passivation machine system line by housing heated cleaning solution, cascading DI rinse water, citric or nitric acid passivation solution, and a final cascading DI rinse water with a final hot air drying step.
Ultrasonic Passivation Consoles
Our multi-tank ultrasonic passivation systems are also available as console-style ultrasonic passivation machines. With a console system, the bench is built-in. And the casters on our console passivation systems make them portable, so they can be wheeled from one manufacturing cell to another if needed. Console passivation system allow for a wide range of custom sizes for a custom all-in-one passivation system tailored to the specific application.

Automated Ultrasonic Passivation Systems
Our automated ultrasonic nitric or citric acid passivation systems clean, rinse, passivate, rinse and dry by moving the fluids from heated storage tanks into a single ultrasonic automated passivation systems process tank, rather than moving the parts basket through a series of tanks. Modular heated storage tanks complete the system for re-use of detergents and rinse water. This system configuration eliminates operator interaction, variability and exposure to chemicals. This unique system design can save up to 50% of passivation equipment cost vs. traditional multi-tank setups with overhead index automation/robotics.

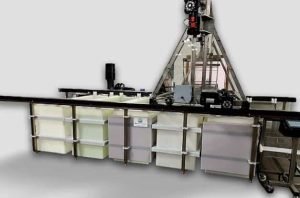
Automated Passivation System for High-Volume Production
Our heavy-duty automated passivation systems for high-volume production uses a rail-mounted gantry crane to move loads up to 300 lbs. through the series of process tanks, with customization available for loads up to 1000 lbs. This rugged integrated system is controlled by a single PLC so there’s no need to switch between multiple controllers. The programmable interface allows for multiple recipes, so you can run both passivation and cleaning-only loads on the same unit at the same time, giving you maximum throughput in production.

Small Automated Ultrasonic Passivation Equipment
The small 3.5 gallon benchtop automated ultrasonic passivation system (nitric or citric acid) is an ideal fit for passivating small stainless steel parts in cellular manufacturing environments such as medical device manufacturing, aerospace manufacturing, machine shops and job shops.

Dual Processing Automated Passivation Systems
For manufacturing processes which require higher throughput or lower cycle times, the dual processing automated passivation system uses two processing units sharing the same storage tanks, which effectively doubles the system throughput. This expansion allows for growth in capacity without the purchase of a completely new passivation system. These automated passivation systems are ideal for facilities scaling production while maintaining process control.

Fume Hoods for Nitric Acid Passivation
For wet chemical processing applications which require complex combinations of chemistries, heavy ventilation and containment, the passivation fume hood is used for nitric acid passivation of stainless steel, titanium and other metal parts. Typical construction materials include polypropylene, PVDF, PVC-C or others, depending on the chemical handling properties required for the application.

Agitated Immersion Passivation System
Agitated immersion passivation systems use a simple yet ruggedly designed passivation tank configuration, pneumatically-powered reciprocating platform to agitate parts in the water, solvent-based detergent or passivation acid. This action coupled with options like ultrasonics, high-flow filtration and pump turbulation, and oil removal systems ensure that all true oil and particulate are removed from not only the outside of your parts, but also the internal cavities and passages that other types of parts washing systems can’t properly clean. Once clean, the same process is performed with nitric or citric acid to passivate parts.

Salt Fog and Humidity Test Chambers
Salt fog and humidity test chambers simulate harsh environmental conditions to test material and process reliability. These chambers can replicate marine environments with salt fog, high humidity conditions, and even the salinity of the human body to test medical implants. This ensures that your products meet the highest industry standards, even under prolonged exposure to extreme conditions.
Common Applications and Industry Specifications for Passivation Equipment
- Nitric acid passivation type 2, 3, 4 ASTM A967
- Citric acid passivation type 1, 2, 3, 4, & 5 ASTM A967 using CitriSurf® citric acid passivation solution
- Passivation Specifications: ASTM A380 – Practice for Cleaning, Descaling and Passivating of Stainless Steel Parts, Equipment and Systems, ASTM A967 – Specification for Chemical Passivation Treatments for Stainless Steel Parts (based on US Defense Department standard QQ-P-35C) – one of the most common passivation specifications, AMS 2700 – Passivation of Corrosion Resistant Steels, AMS-QQ-P-35 – Passivation Treatments for Corrosion-Resistant Steel, ASTM F86 –Standard Practice for Surface Preparation and Marking of Metallic Surgical Implants
- Cleaning and passivating of parts with lots of internal passageways like casting and cylinder blocks
- Medical and aerospace parts which require critical cleaning requirements
CitriSurf® is a registered trademark of Stellar Solutions, Inc. McHenry IL USA.
Applicable Passivation Process Case Studies
- Automated Ultrasonic Passivation System for Medical Device and General Parts
- Manual Benchtop Ultrasonic Citric Acid Passivation System
- Medical Device Guidewire Automated Ultrasonic Cleaning and Passivation System
- Medical Device Cleaning and Passivating Equipment with a Cleanroom Space Constraint
- Heated Polypropylene Acid Passivation and Rinse Tanks
- Automated 6-Stage Wash-Rinse-Passivate-Rinse-Rinse-Dry For Aerospace Customer
- Automated Pipe Cleaning and Acid Passivation System
- Semi-Automated Inline Citric Passivation Solution with Data Tracking
Passivation Equipment & Process FAQs
-
What is the best method of passivation?
Have you ever noticed that many day-to-day things seem to get divided into two opposing camps? Things like asking what’s the best computer quickly become the PC versus Mac debate. Phones? iPhone versus Android. So, passivation? Yup, nitric versus citric.
There are real advantages to each nitric and citric passivation, but that is a topic for other FAQ’s because once you pick one you still have several choices to make. Choices like: which standard do I use? which method do I choose?
There are two primary standards that address passivation. The SAE Aerospace “Passivation of Corrosion Resistant Steels” (AMS2700) and the ASTM “Standard Specification for Chemical Passivation Treatments for Stainless Steel Parts” (A 967).
Each allows for citric or nitric and each allows for several options within each citric and nitric. So what’s the difference? Each standard is copyrighted (and protected) and has to be purchased from the publishing agency, so getting into a lot of detail is not allowed. But here’s a short version of the differences in the various methods:
Concentration of the specific acid – each method varies based on how concentrated the citric or nitric acid is – and in the case of nitric if the nitric acid is used alone or with sodium dichromate.
Temperature of the bath – again, each method specifies a temperature range that must be maintained for the duration of the passivation bath.
Time – the length of time a part must remain within the passivation solution is spelled out as well.
What seems complicated becomes really simple. The standards spell out the concentration, the temperature and the time. Each method simply varies one or more of those three items.
-
Passivation vs. Anodizing: Understanding the Differences
In the world of metal surface treatment, passivation and anodizing are two critical processes that enhance the durability and corrosion resistance of metal parts. Understanding the differences between these processes can help industries choose the right method for their specific needs.
What is Passivation?
Passivation is a chemical process that removes free iron from the surface of stainless steel, forming a protective oxide layer. This layer enhances the metal’s corrosion resistance, making it ideal for applications in harsh environments. The process is particularly beneficial for stainless steel passivation, ensuring long-lasting protection against rust and other forms of corrosion.
What is Anodizing?
Anodizing, on the other hand, is an electrolytic process that increases the thickness of the natural oxide layer on the surface of metal parts, typically aluminum. This process not only improves corrosion resistance but also enhances the metal’s aesthetic appeal by allowing for various color finishes. Anodizing is widely used in industries where both durability and appearance are crucial.
Key Differences
While both processes aim to protect metal surfaces, they differ in their applications and outcomes. Passivation is primarily used for stainless steel, focusing on removing contaminants and enhancing corrosion resistance. Anodizing, however, is more versatile, offering both protective and decorative benefits, especially for aluminum and titanium parts.
Choosing the Right Process
The choice between passivation and anodizing depends on the material and the desired outcome. For stainless steel components exposed to corrosive environments, passivation is the preferred method. In contrast, anodizing is ideal for aluminum and titanium parts where both protection and aesthetics are important.
In conclusion, understanding the differences between passivation and anodizing is essential for industries seeking to enhance the performance and longevity of their metal components. By selecting the appropriate process, businesses can ensure their products meet the highest standards of quality and durability.
For more information on how Best Technology can assist with your metal surface treatment needs, visit our Passivation Systems and Surface Finishing Systems pages.
-
What is the industry standard for acceptable particle count after cleaning or passivation?
Acceptable particle counts depend on the specification which the parts are processed to: ASTM A967, A380, F86, AMS 2700, etc. For passivation, DI rinse water is recommended for best results.
Our automated systems offer conductivity meters which monitor water quality and total dissolved solids. The storage tanks have facility DI water source needle valves which open when conductivity limits are not met. This allows for a continual overflow of the rinse tank until rinse water specifications are reached.
-
What are the pros and cons of ultrasonic automated systems vs. rail-mounted gantry crane automation?
Ultrasonic Automated System
Moves the fluids, not the parts.
 Pros:
Pros:-
Lower System Cost: Typically less expensive to purchase and install.
-
Simplified Maintenance: Fewer moving parts reduce the risk of mechanical failure and simplify upkeep.
-
Compact Footprint: Takes up less space on the production floor.
-
Flexible Tank Placement: Storage tanks can be located outside of the cleanroom or processing area.
-
Closed-Loop Operation: Minimizes operator exposure to chemicals, improving safety and compliance.
Cons:
-
Longer Cycle Times: Requires time to fill and drain the process chamber (typically ~2 minutes each).
-
Single-Basket Workflow: You must wait for the entire cycle to finish before processing the next batch.
-
Process Limitations: Not compatible with pickling or descaling applications.
Rail-Mounted Gantry Crane Automation
Baskets of parts are moved automatically through a series of tanks.
 Pros:
Pros:-
Higher Throughput: Multiple baskets can be processed in succession, increasing production capacity.
-
Scalable Design: Systems can be built much larger to handle high-volume needs.
-
Supports Pickling/Descaling: Capable of handling aggressive chemical processes.
-
Faster Cycles: No fill or drain steps—parts move through already-filled process tanks.
Cons:
-
Higher Initial Cost: Requires more infrastructure and automation.
-
Larger Footprint: Occupies more floor space compared to pump-based systems.
-
Increased Maintenance: More mechanical components introduce additional maintenance needs.
-
-
What’s involved in the passivation validation process?
Within the medical device world there is a need to validate the passivation process. But what does that mean, and how does that work?
Validation is the process of insuring that the passivation process you use will reproduce repeatable and predictable results every time a batch of parts is run through the process. By validating the process you are able to forego subjecting every part to testing to prove that it is properly passivated.
Typically you will hear the validation process broken down into three distinct parts: the IQ, the OQ and the PQ. Let’s look at each part.
The IQ or Installation Qualification is the first part. It is developed by describing the machine – what is it? what does it do? etc. It also looks at what the components on the machine are, gauges, switches, PLC, etc. It provides a description of the machine and its parts – what is it and how does it work?
The OQ or Operational Qualification is the second part. It essentially help you verify the IQ – does the machine operate as it is supposed to? Do the components do what they are designed to do? etc. – does everything work as intended?
The PQ or Process Qualification is the third part of the passivation test. If the IQ is the theory of how things SHOULD operate and the OQ is the practice of how things DO operate, then the PQ defines how CONSISTENTLY the machine operates. You create a DOE (Design of Experiments) that tests the equipment at the top end and bottom end of allowable ranges and run parts to verify the results across the entire range of the variables. Now when the machine operates within the specified range of time, temperature and/or acidic concentration you know that your parts will meet the specs. That is the goal of the passivation validation process.
-
Why are automated systems easier to process validate than manual equipment?
Process control and stability are critical aspects to regulated medical device and aerospace processes. It is important to ensure that a process has input and output variable limits which are defined and fully tested during process design, Equipment Qualification (IQ), Operational Qualification (OQ) and Process Qualification (PQ) validation testing. Setting up a proper DOE (Design of experiments) to test these limits is also important as the results of the DOE will give statistical confidence intervals of the limits.
Being that operators and employees perform various process operations different no matter how instructed in work instructions, the variation of operators must also be captured during process qualification (PQ) validation. An automated system typically eliminates many of the operator variability in the manufacturing process and this process “input” elimination also allows for tighter process output controls.
For example, in our automated passivation system, the elimination of relying on an operator to move the parts basket from stage to stage ensures that the parts remain in the appropriate (wash, rinse, acid passivation, etc) solutions for the process defined times and in accordance with the proper ASTM A967, AMS2700, etc specification. If a parts basket is immersed in the acid passivation solution too short or long duration, the passivation can likely fail and be outside specification limits.
-
What is passivation?
Passivation is a non-electrolytic process that enhances the corrosion resistance of stainless steel by removing free iron from its surface. Typically performed using nitric or citric acid, this treatment creates an inert, protective oxide layer. In metal finishing, “to passivate” means to perform this crucial process that prevents rust formation by eliminating reactive iron that could otherwise oxidize when exposed to the atmosphere.
During machining and manufacturing processes, stainless steel parts may have imperfections from iron being embedded or smeared onto the surface from the machining tool steels. These free irons on the surface of the stainless steel need to be removed to prevent a corrosive reaction from occurring between the two different metals. To ensure optimal corrosion resistance, manufacturers must passivate the surface after machining, removing any embedded contaminants that could compromise the material.
The passivation process chemically removes these free irons and forms a passive oxide “film” layer, which further improves corrosion resistance. When exposed to air, the stainless steel undergoing passivation will form a chemically inactive or inert surface. This is one advantage of using citric acid or nitric acid to passivate stainless steel, as both methods enhance durability. Regularly passivating stainless steel components ensures they maintain their protective properties, extending their lifespan in harsh environments.
For industries that require the highest levels of corrosion resistance, it is essential to passivate stainless steel components as part of a routine maintenance and quality control process. Proper passivation not only removes surface contaminants but also helps maintain the structural integrity and longevity of critical parts, ensuring they perform reliably in demanding applications.
For more detailed information on what passivation means, please see our “What is Passivation?” page.
-
Why are two rinses often recommended after passivation?
When parts are passivated with citric or nitric acid, the parts themselves, as well as the basket they are in, carry some of the acid into the rinse tank. This “drag out” means that the rinse solution has to be constantly replaced or will simply become more and more acidic over time. The biggest issue is not that the parts will be rinsed off, but that when the parts are withdrawn from the rinse tank, they may have soil redeposited on them. Once the parts are dried this soil can cause spotting on the surface of the otherwise clean parts. A second rinse bath produces a much cleaner final product by rinsing off the soil that is redeposited during the first rinse.
Often times, the second rinse tank includes a heated facility water inlet which constantly overflows the second rinse tank with small amounts of water to ensure water cleanliness. The second rinse tank overflow is sent to rinse tank 1 and then rinse tank 1 overflows to drain. This cascade overflow process ensures constant water quality over time no matter the amount of drag out on the parts and baskets.
-
What’s the difference between nitric and citric passivation?
Both nitric acid and citric acid are effective in passivating many grades of stainless steel, and both methods are described in the industry standards ASTM A967 and AMS 2700.
Citric acid passivation offers the following key differences. Compared to nitric acid passivation, citric acid passivation is:
- Newer
- More environmentally friendly
- Safer.
In the past, some manufacturers avoided citric acid due to potential organic growth and molding issues. Today, modern formulations for biocides prevent organic growth in the solution. See our complete write up on the advancements of citric acid for passivation.
These advancements in citric acid have allowed smaller manufacturers that lacked experience with chemical handling and processing to bring their passivation in-house. For a more detailed comparison, please see our “Nitric vs. Citric Acid Passivation” page.
-
What’s the difference between passivation vs. electropolishing?
As a non-electrolytic process, passivation uses solutions like citric and nitric acids instead of an electrical current used in electropolishing to create a inert oxide layer / film and remove free iron and foreign matter from metal surfaces.
Electropolishing, a non-mechanical interactive process, can be used on objects with complex geometries. The electropolishing process uses a combination of electrolytic chemicals and an electrical current to carefully eliminate imperfections and contaminants of metal part surfaces. This particular process is an alternative to abrasive fine polishing.
Electropolishing can be used to polish, deburr, and smooth metal components whereby doing so also causes material removal to occur including the free irons on the surface of the part. Electropolishing would be the more appropriate approach when aesthetics are necessary. A smoother, polished surface can result from electropolishing.
Passivation, on the other hand, does not change or brighten the surface appearance, and is not an effective method for improving surfaces that have been welded with oxide heat effect scale or heat treated.

See also our page on Automated Passivation Systems FAQs.
Excellence in Passivation Equipment
From initial contact to our continued support and service, Best Technology offers over 30 years of industry expertise that can be leveraged to determine the best solution for your passivation system applications.
Contact a passivation equipment expert to learn more about how you can add a high-quality passivation system to your manufacturing workflow.
